




电 话:+86 13313251709
邮 箱:wxjx@vip.163.com
地 址:河北省遵化市团瓢庄乡山里各庄工业园
网 址:www.hbwxgcjx.com
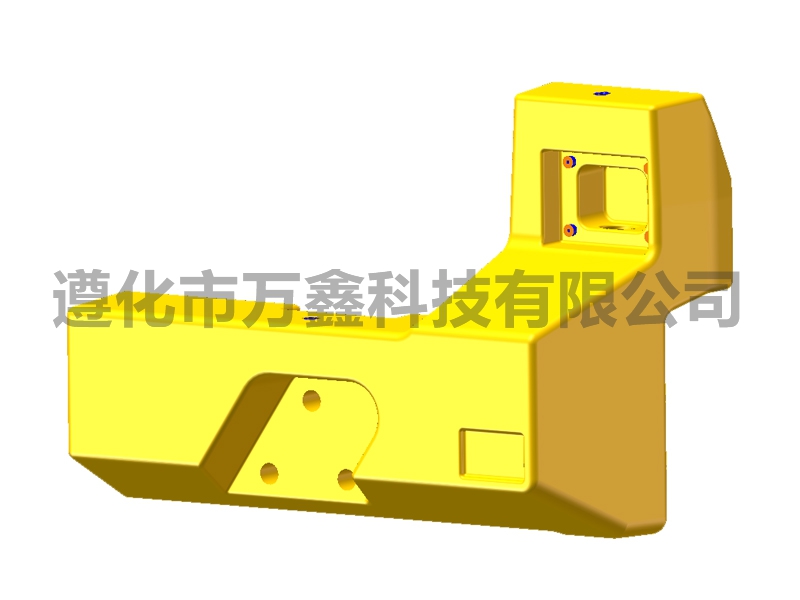
铸件的精度和生产过程的经济表现,主要取决于这道工序。在很多现代化的配重铁车间里,造型造芯都实现了机械化或自动化。常用的砂型造型造芯设备有高、中、低压造型机、抛砂机、无箱射压造型机、射芯机、冷和热芯盒机等。
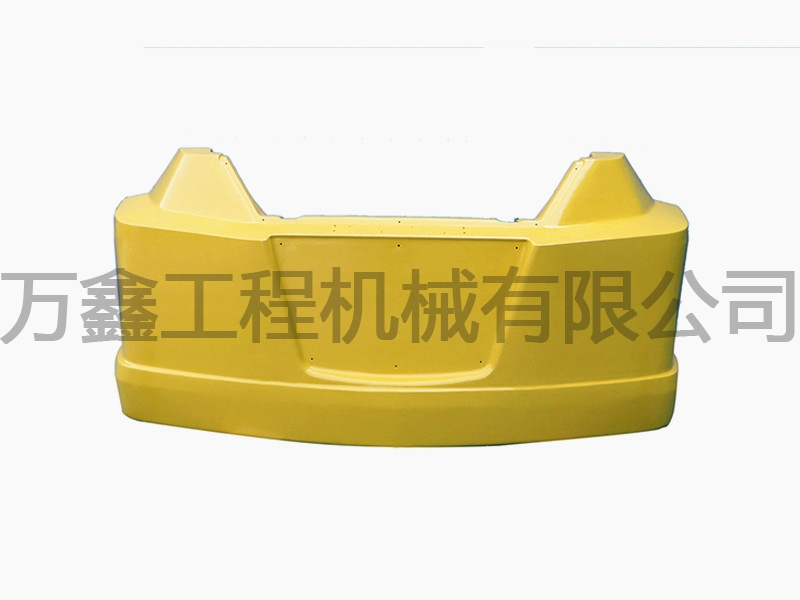
叉车配重铁工艺可分为三个基本部分,即配重铁金属准备、铸型准备和铸件处理。 配重铁金属是指配重铁生产中用于浇注铸件的金属材料,它是以一种金属元素为主要成分,并加入其他金属或非金属元素而组成的合金,习惯上称为配重铁合金,主要有铸铁、铸钢和配重铁有色合金。叉车配重铁按造型材料的不同,又可分为两大类:一类以天然矿产砂石作为主要造型材料,如熔模配重铁、壳型配重铁、负压配重铁、泥型配重铁、实型配重铁、陶瓷型配重铁等;一类以金属作为主要铸型材料,如金属型配重铁、离心配重铁、连续配重铁、叉车配件铁、低压配重铁等。
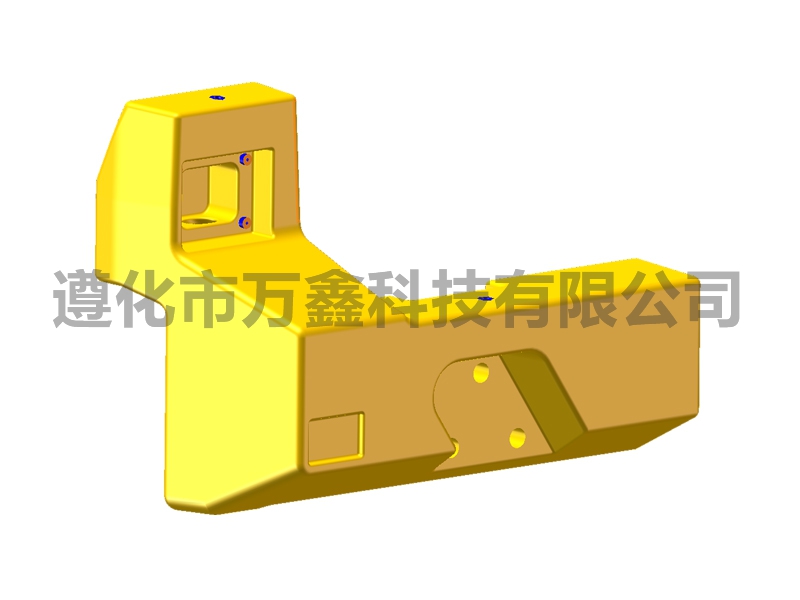
配重块结构设计除应符合机器设备本身的要求和机械加工工艺性的要求外,还应符合铸造工艺的要求,配重块的结构设计应注意以下几点:
一、要便于制造模型、芯盒和造型:
1)配重块的外形应力求简单,以便于起模,应尽量使铸造分型面为平面,且数目小;
2)配重块的内腔应力求铸造时不用或少用型芯,当采用型芯时,应方便其支撑、固定及排气出砂,时应设有足够的工艺孔;
3)对于配重块内外侧面及加强肋等结构,应在起模方向设有的结构斜度;
4)配重块上的凸台部分与配重铁本体不应相差过大,好取同一高度,同一面上的距离较近的几个凸台,好连成整体的凸起部分。



二维码
+86 133-1325-1709
邮箱:wxjx@vip.163.com
地址:河北省遵化市团瓢庄乡山里各庄工业园
技术支持: